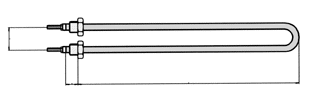
Ø8,5 putkivastuksen rakenne ja ominaisuudet
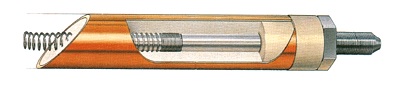
Vastuksen muodostavat sen lämpöä kehittävä vastusspiraali, mekaanisena suojana oleva putki ja putken spiraalin välissä oleva eriste. Vastuksen molemmissa päissä on läpivientieristin. Eristimen läpi tuodaan kytkentätapit, joihin jännite kytketään. Kytkentätapit muodostavat tehottoman osan, joka ei kehitä lämpöä.
Vastus on mekaaniselta rakenteeltaan erittäin luja. Se ei ole arka tärinälle ja se kestää suuria mekaanisia rasituksia. Sitä ei myöskään tarvitse eristää kosketeltavista metalliosista.
Vastusputken muut tekniset tiedot:
- Ulkohalkaisija Ø 8,5 ± 0,1 mm.
- Max. valmistuspituus 4500 mm.
- Pituuden poikkeama ± 2 %
- Paino ~ 300 g /m
- Pinta-ala 2,67 cm²/cm
- Tehoton osa 50 – 400 mm.
Leimaus
Jokaiseen vastuselementtiin leimataan valmistusvaiheessa seuraavat tiedot: valmistaja, teho, jännite, putken materiaali, tehoton osa ja valmistusaika (vk/vuosi).
Vastusputken pintateho
Putkivastuksen pintalämpö on riippuvainen vastuksen pintatehosta, lämmitettävästä aineesta, ympäristön lämpötilasta ja siirtymänopeudesta. Pintateho tulee valita niin, ettei vaippa-aineen lämpökestoisuutta ylitetä.
Pintateho voidaan laskea seuraavalla kaavalla: Y = P / (M * L)
Y=Pintateho W/cm², L=Vastuksen tehollinen pituus cm, P=
Vastuksen teho W, M=Vastuksen pinta-ala pituusyksikköä kohti cm² (Ø8,5 putkella = 2,67)
| Lämmitettävä aine tai koje | Suositeltava pintateho W/cm² | Suositeltava putkiaines |
| Öljy raska / tahmea | 0,5 – 1,0 | 304 L |
| Öljy kevyt / ohut | 1,5 – 3,0 | 304 L |
| Kemiallinen kylpy | 2,0 – 5,0 | 316 L, Inc.825 |
| Seisova vesi | 5,0 – 7,5 | 304 L, 316 L, Inc.825 |
| Virtaava vesi | 7,5 – 10,0 | 304 L, 316 L, Inc.825 |
| Sulatusvastus | 0,5 – 1,5 | 304 L |
| Sähköpatteri | 0,5 – 2,0 | 304 L |
| Kiuasvastus | 3,0 – 4,0 | 304 L, 309, Inc.800 |
| Grillivastus | 4,0 – 6,0 | 304 L, 309, Inc.800 |
| Ir-säteilijä | 4,0 – 5,0 | 304 L, 309, Inc.800 |
| Silumiinivalettu vastus | 7,0 – 12,0 | 304 L |
| Lämpöpuhallin | 2,0 – 3,0 | 304 L |
Tehontarve öljyn, veden ja metallien lämmittämiseksi
Vastuksen tehontarpeen kaava: P = Q / (h * n)
P = Tehontarve / teho W h = Lämmitysaika h
Q= Tarvittava energia Wh n = Hyötysuhde
| Lämmitettävä aine | Lämpötilan nousuun tarvittava energia Q (Wh) |
| 10°C | 20°C | 50°C | 90°C | 200°C | |
| 10 L Vettä | 116 | 232 | 580 | 1046 | – |
| 20 L Vettä | 232 | 464 | 1160 | 2092 | – |
| 50 L Vettä | 580 | 1160 | 2905 | 5230 | – |
| 100 L Vettä | 1160 | 2320 | 5810 | 10460 | – |
| Öljy | ½ vedestä | ½ vedestä | ½ vedestä | ½ vedestä | ½ vedestä |
| 1kg Alumiinia | 2,49 | 4,98 | 12,5 | 22,4 | 50 |
| 1kg Valurautaa | 1,4 | 2,8 | 7 | 12,6 | 28 |
| 1kg Kuparia | 1,08 | 2,2 | 5,4 | 9,7 | 22 |
| 1kg Silumiinia | 2,44 | 4,9 | 12 | 22 | 49 |
Esimerkki: Tarkoituksena lämmittää 50 l vettä + 20 °C:sta + 70 °C:een kahdessa tunnissa. Häviön arvioidaan olevan n. 20 %. Eli hyötysuhde on 0,8. Lämpötilan nousu 50 °C eli Q = 2905 , P = 2905 / (2 * 0,8) ~1815 W
Putkivastuksien vaippaputken raaka-aineet
Vastuksen käyttölämpötila ja ympäristön olosuhteet määräävät minkälaisesta materiaalista vastuksen vaippaputki on valmistettu. Tavallisesti käytettäviä aineita ovat seostetut teräkset, kupari ja seostamaton teräs. Lisäksi voidaan putket pintakäsitellä tarkoitukseen sopivalla tavalla.
Vaippaputken hinnalla on määräävä osuus koko vastuksen raaka-ainehinnasta. Valmiin vastuksen hinta pyritään pitämään mahdollisimman pienenä siten, että valitaan mahdollisimman halpa putki ja kohotetaan pintateho suureksi. Vaarana on kuitenkin se, että mennään liian pitkälle ja vaarannetaan vastuksen käyttökelpoisuus.
Normaalisti valmistamme vastuksia oheisen taulukon mukaisista laadukkaista raaka-aineista. Erikoistilauksesta on saatavana myös muita raaka-aineita.
Seostetut teräkset
Kostea ilma, vesi,syövyttävät nesteet ja kaasut aiheuttavat usein jo normaaleissa lämpötiloissa metallin pinnan vahingoittumista, ns. korroosiota. Yleisemmin tunnettu korroosio on raudan ruostuminen. Ruostumista yritetään estää lisäämällä rautaan erillaisia lisäaineita. Tärkein niistä on kromi ja siten runsaasti seostettuja teräksiä kutsutaankin ruostumattomiksi teräksiksi. Sanonta ruostumaton on kuitenkin liioittelua, ei ole olemassa sellaista ruostumatonta terästä joka kestäisi kaikissa olosuhteissa.
Ruostumattomat teräkset käsittävät useita erillaisia terästyyppejä vaihtelevin koostumuksin. Yhteistä niille on kuitenkin se, että niissä yhtenä seosaineena on yli 11% Kromia. Kromipitoisuuden kyky suojata terästä johtuu siitä, että kromi hapen läsnäollessa muodostaa näkymättömän hyvin ohuen oksidikerroksen yli koko teräksen pinnan.
Syntyvä oksidikerros on kemiallisesti erittäin vastustuskykyinen ja suojaa alla olevan teräksen. Ellei kromin määrä ole riittävän suuri, ei suojaavaa kalvoa pysty syntymään. Jos oksidikerros vahingoittuu tai poistetaan, syntyy uusi kalvo mikäli happea on saatavissa.
Kromin lisäksi käytetään seosaineena mm. Nikkeliä ja Molybdeniä. Nämä lisäävät teräksen korroosiokestävyyttä ja vaikuttavat samalla teräksen rakenteeseen. Pyrkimyksenä on saada aikaan mahdollisimman puhdas ja tasa-aineinen seos. Korroosio on sähkökemiallinen tapahtuma. Jos teräksessä on sellaisia rakenneosia, esim. Ferriittiä ja Karbidia, voivat ne muodostaa sähköparin joka nopeuttaa korroosiota.
Parhaatkin seostetut teräkset tuhoutuvat epäedullisissa olosuhteissa. Yleensä kysymyksessä ei ole yleinen korroosio jossa koko pinta syöpyy tasaisesti, vaan on havaittavissa paikallisia syöpymiä. Syöpymän laadun ja syntymätavan mukaan erotellaan erillaisia korroosiotyyppejä.
- Kuoppakorroosio
Syöpymä esiintyy paikallisesti, mutta tunkeutuu aineen sisälle. Sen aiheuttaa tavallisesti jokin halogeenisuolaliuos, joka reagoi kromioksidin kanssa jättäen pinnan suojaamattomaksi.
- Rakokorroosio
Korroosio esiintyy nesteen täyttämän kahden seinämän välisessä raossa. Toisen seinämän ei tarvitse olla edes metallia. Rakoon jää sama neste seisomaan pitkäksi aikaa. Sinne kerääntyy epäpuhtauksia, eikä happi pääse muodostamaan oksidia.
- Jännityskorroosio
Jännityskorroosio syntyy teräksen ollessa mekaanisesti jännittyneenä halogeenipitoisten liuosten läsnäollessa. Jännitykset aiheutuvat aineen kylmämuokkauksesta tai rakenteellisista tekijöistä. Muokkauksesta johtuvat jännitykset voidaan poistaa lämpökäsittelyllä.
- Raekorroosio
Kromin määrä pienenee raerajoilla kromin yhtyessä hiilen kanssa kromikarbidiksi. Rakenteen epähomogeenisuus aiheuttaa elektrolyyttiliuoksen läsnäolessa sähköparin raerajoilla.
Seossuhteen valinta
Valmistamme vastukset seostetusta teräksestä jossa kromipitoisuus on vähintään n. 18 % ja nikkelipitoisuus vähintään n. 10 %. Nämä seokset ovat homogeenisia austeniittisiä teräksiä. Valmistuksen yhteydessä ne hehkutetaan 1100°C lämpötilassa, jonka jälkeen ne nopeasti jäähdytetään.
Vastuksen työskennellessä 500 – 900 °C lämpötilassa ja jäähtyessä hitaasti on olemassa vaara kromikarbidien muodostumiselle kiderajoilla. Siksi käytämme pelkästään matalahiilipitoisia laatuja ja ns. stabiloituja laatuja.
Näissä on joko titaania tai niobia vähintään viisinkertainen hiilen määrä. Ne yhtyvät hiilen kanssa, eikä kromipitoisuus tällöin laske raerajojen läheisyydessä.
Seostetusta teräksestä valmistettuja vastuksia käytetään aina, kun on olemassa vaara syövyttävien aineiden läsnäolosta tai kun lämpötilat nousevat yli 250 °C. Mikäli seoslaatu valitaan, on erikseen tarkisteltava tapaus tapaukselta. Ilmassa riittää tavallisesti laatu AISI 304 n. 750 °C lämpötilaan asti. Siitä ylöspäin AISI 309 S. Vedessä on yleensä niin paljon halogeenisuoloja, että vain erikoisseostetut teräkset tulevat kysymykseen. Vain seisovan eli ns. kuolleen veden lämmittämisessä on laatu 304 riittävän hyvää. Erillaisia kemikaaleja vastaan kestävämpi seos on ns. haponkestävä teräs. Siinä on lisäaineena Molybdeeni. AISI 316 L sisältää 2,5 % molybdeeniä.
Useille eri aineyhdistelmille on olemassa korroosiotaulukoita. Niiden mukaan tietyissä tapauksissa lämmitettävän aineen väkevyydellä ja lämpötilalla on aivan ratkaiseva merkitys. Esim. Materiaali AISI 316 L kestää syöpymättä 100 % rikkihapossa 70 °C lämpötilassa, mutta tuhoutuu jo 5 % liuoksessa lämpötilan noustessa yli 50 °C. Kukin aine on tarkisteltava erikseen, ja usein vasta käytäntö antaa vastauksen eliniästä.
Vastukset voidaan suojata monilla eri aineilla. Ne voidaan valaa esim. alumiiniin. Ne voidaan myös pinnoittaa esimerkiksi teflonilla.
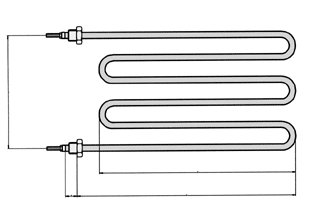
Yleisimmin käytettyjä taivutusmuotoja
H-muoto:

M-muoto:
OP-muoto:

U-muoto:
Taivutusoheita
Pienin mahdollinen taivutussäde R, seuraaville materiaaleille:
- AISI304 12,5
- AISI309 12,5
- AISI316 12,5
- Inc. 825 15,0
- Inc. 800 20,0


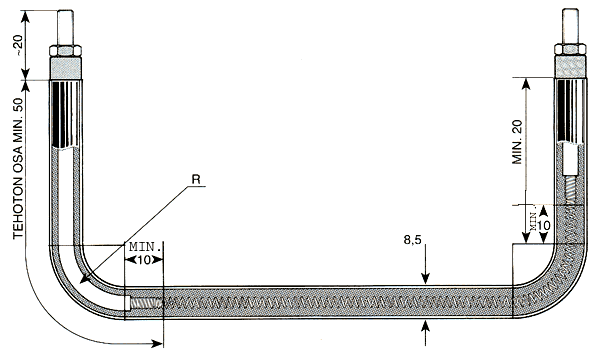
Minimi suoraosuus taivutusten välissä on 30 – 40 mm.
Suunnitteluvaiheessa ahdollisimman yksinkertainen taivutusratkaisu. Asiakkaan toivomien mittojen mukaan.
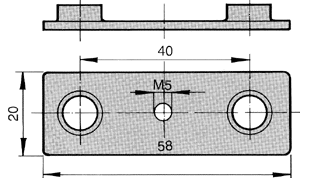
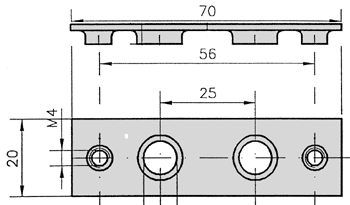
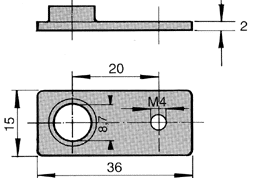
Yleisimmät kiinnityslaipat
Peltilaipat puristettavat
20 x 58 / M5
20 x 70 / M4
15 x 36 / M4
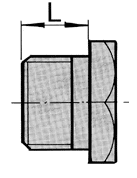
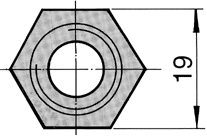
Kierrelaippa, puristettava. L=10-40mm. Aine = ST/RST, kierre M14 x 1,5
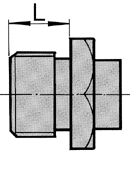
Kierrelaippa, juotettava. L=10-30mm. Aine = MS/RST, kierre M14 x 1,5